
超声表面纳米化设备
发布时间:2020-10-15
在超精密加工占比不断提高的今天,如果工件有较高的粗糙度要求,那么在车床进行成型加工之后就要取下工件,拿到磨床上或抛光机中进行进一步的打磨抛光等程序。不过这还好说,因为虽然效率低而且也比较麻烦,问题最终还是可以得到解决的,影响的只是加工效率,但有很多时候磨床和抛光机都无法达到图纸上要求的粗糙度,这就极大地影响了我们的加工质量。
有没有什么办法能让我们在车床上就能完成成型加工的同时,又可以达到图纸上的粗糙度要求呢?虽然现在我们的超声振动切削工艺已经可以做到车削加工至Ra0.4的粗糙度,但如果是更高的粗糙度要求呢,比如Ra0.1以下?甚至Ra0.01以下?
究竟如何才能做到以车代磨超精密加工呢?其实也很简单,只要在车床刀架上安装我们的“超声表面纳米化”设备就可以了!不但可以大幅提高工件的表面粗糙度,更可以提高工件的各方面综合质量!
请先通过下方这段视频直观感受一下超声表面纳米化的魅力
什么是超声表面纳米化?
超声表面纳米化是一种针对金属材料的冲击式压光超精密加工方法,其实质是通过引入超高频机械振动对传统表面压光工艺进行的一次革命性改进。使用该工艺对工件进行一次加工就可以达到Ra0.4以下的镜面效果,而且多次加工效果可以叠加,加工次数越多粗糙度越好,几次加工就可以达到Ra0.01级别的粗糙度水平。而且该工艺不但可以大幅提高工件表面的粗糙度,弥合微观裂纹,更可消除内部残余应力,形成表面压应力,提高表面硬度,从而使工件质量、疲劳强度和使用寿命得到大幅提升。并且其加工精度非常高,最高可以接近车床本身的精度。
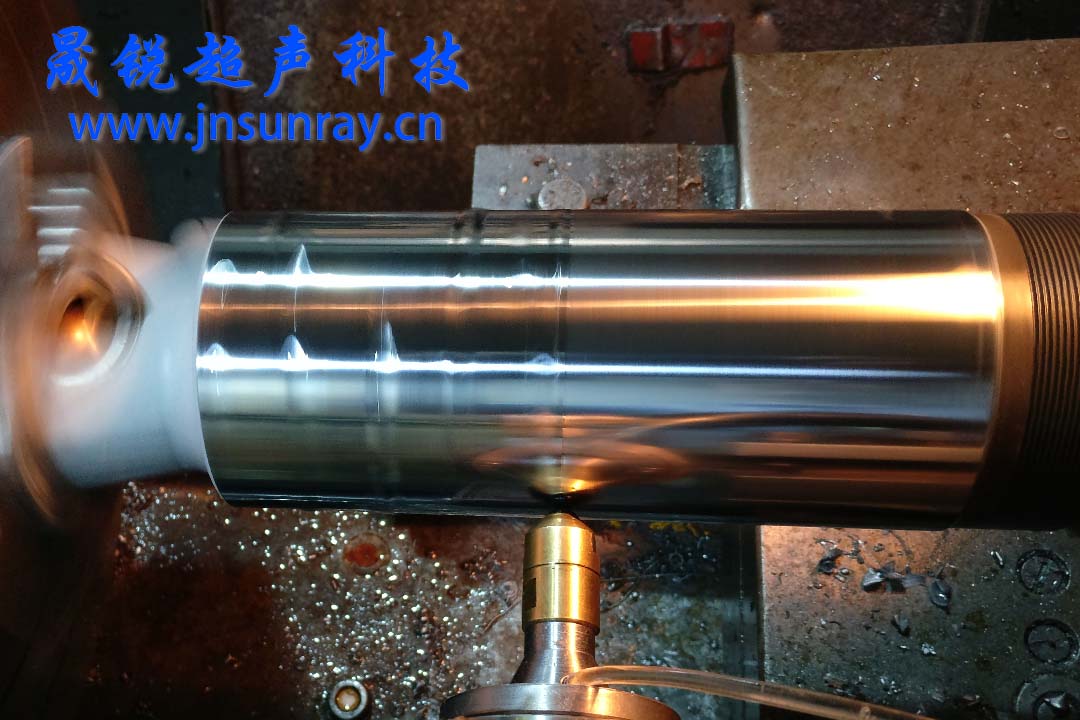
下图中加工的是国产运输机的起落架作动筒,开始接触时客户给我们寄来的样件是他们达不到加工要求的报废件,因为厂方要求做保压实验,打入20个大气压,24小时后仍能保持4个大气压才算达标,但这些报废件24小时候已经只剩常压了。但用我们的超声表面纳米化设备加工后,24小时的保压实验得到的成绩是17+个大气压!
下图中加工的是国产运输机的起落架作动筒,开始接触时客户给我们寄来的样件是他们达不到加工要求的报废件,因为厂方要求做保压实验,打入20个大气压,24小时后仍能保持4个大气压才算达标,但这些报废件24小时候已经只剩常压了。但用我们的超声表面纳米化设备加工后,24小时的保压实验得到的成绩是17+个大气压!
超声波表面纳米化工作原理是什么?
通过高频脉冲工作头向工件表面施加一定幅度的超高频(每秒两万次以上)机械振动,并在一定静压力和进给速度下,高频脉冲工作头将压力和高频振动组合成一个高频冲击传递给处于旋转状态的被加工零部件表面,利用金属在常温状态下的冷塑性特点,使材料产生弹性变形和塑性变形。当高频脉冲工作头通过工件后,工件表面产生一定的弹性恢复。高频脉冲工作头挤压所产生塑性流动将工件表面原有的微观波峰压平,使其填充到波谷位置,从而可以大大降低表面粗糙度至Ra0.1以下的纳米水平,同时提高其表面的综合性能指标。
打一个简单直观的比方,这一过程就像铁匠师傅打铁的过程,传统的滚压就像把锤子抵在铁块上用力压,所以就算你使出浑身力气可能也取得不了多大的效果。而引入了超声波的滚压,就像你用锤子一下一下砸在铁块上,这样对铁块的塑形效果自然就比之前的方法要好上许多倍,这也是超声波表面纳米化的奥秘所在,当然超声波的频率和你用手挥锤的频率那可是差了五六个数量级的,所以效率肯定也是有天壤之别!
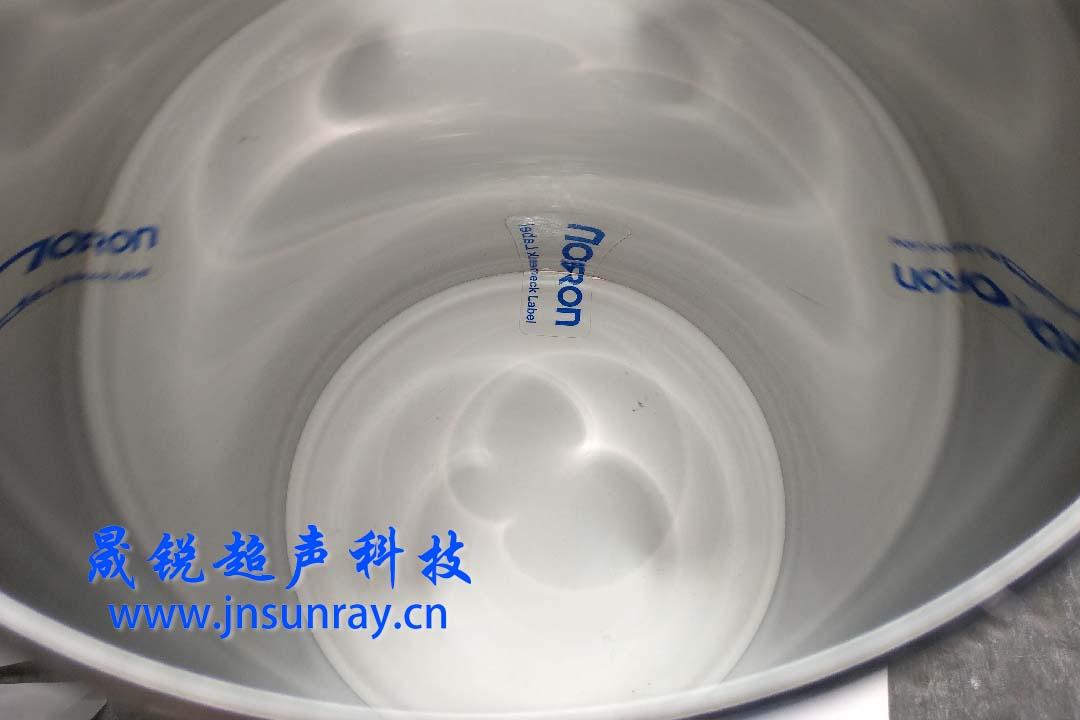
下图中加工的是X射线管阳极筒,厂方要求的是一个研磨都达不到的粗糙度标准,因为此工件要求的反射率极高。在用金属表面纳米化设备加工后全部达标!下图中间是一张标贴和它在筒壁上的倒影。
超声表面纳米化的主要特点有哪些?
1、加工时不去除工件材料
2、可大幅提高表面光洁度
3、可使表面形成压应力
4、可消除内部残余应力
5、可弥合表面微观裂纹
6、可提高表面微观硬度
7、可细化工件表层晶粒
目前该技术主要运用在军工及高端制造领域,我相信在大家了解到它以后,它在民用市场的运用将会非常广泛!因为随着国内超精密机械加工水平的不断提高,市场对高精度、高品质加工的需求也逐渐被释放出来,而金属镜面加工技术的提高带来的发展更是尤为明显,对加工粗糙度(也可以说光洁度)要求高的如高品质的水泵、阀门、液压机械的伸缩杆、空气弹簧伸缩杆、各种主轴、卫浴五金件、造纸轧钢滚轴、射线管等行业可以说是迎来了春天!
更多案例请移步“精选案例”栏目
